2.1 Sampling Pekerjaan
Teknik sampling pekerjaan ini pertama kali digunakan oleh seorang sarjana Inggris yang bernama LHC. Tippet dalam sebuah aktivitas penelitian di industri sangat efektif dan efisien untuk digunakan dalam mengumpulkan informasi mengenai kerja mesin beserta operatornya, pada dasarnya prosedur pelaksanaan cukup sederhana. Dibandingkan dengan metode kerja yang lain metode sampling pekerja tersa lebih efektif karena informasi diperoleh dalam waktu yang relatif singkat (Wignjosoebroto, 1992).
Metode sampling pekerjaan sangat cocok untuk digunakan dalam melakukan pengamatan atas pekerjaan yang sifatnya siklus waktu yang relatif panjang. Sampling pekerjaan dapat dikatakan sebagai sebuah teknik yang digunakan dalam penentuan waktu baku dengan melakukan pengamatan dengan melakukan pengamatan dengan mengamati apakah tenaga kerja dalam kondisi bekerja atau dalam kondisi menganggur (Purnomo, 2004).
Sampling pekerjaan atau yang biasa disebut dengan bahasa asingnya work sampling merupakan sebuah teknik yang digunakan untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kinerja dari mesin, proses atau operator. sampling pekerjaan merupakan sebuah metode yang masuk kedalam katagori pengukuran waktu secara langsung, meskipun sampling pekerjaan masuk dalam kategori pengukuran waktu secara langsung tapi dalam pelaksaannya berbeda dengan metode pengukuruan waktu langsung lainya seperti metode stopwatch time study. Perbedaan metode stopwatch time study dengan work sampling adalah pada work sampling pengamat tidak harus berada ditempat pekerjaan para pekerja melainkan dengan cara mengamati pada waktu-waktu tertentu yang ditentukan secara random (acak). Salah satu kelebihan dari sampling pekerjaan adalah memiliki kelebihan tersendiri dimana sampling pekerjaan juga dapat mengamati beberapa kondisi aktivitas kerja yang bervariasi (Wignjosoebroto, 1992).
Metode kerja sampling pekerjaan dikembangkan berdasarkan hukum probabilitas karena itulah maka pengamatan suatu objek tidak perlu dilaksanakan secara menyeluruh (populasi) melainkan hanya mmenggunakan contoh (sempel) yang diambil secara acak. Secara garis besar sampling pekerjaan dapat digunakan untuk (Wignjosoebroto, 1992);
- Mengukur ‘ratio delay’ dari sejumlah mesin, karyawan atau operator, dan fasilitas kerja lainnya. Sebagai contoh ialah untuk menentukan prosentase dari jam kerja atau hari dimana mesin atau operator benar-benar terlibat dalam aktifitas kerja dan prosentase dimana sama sekali tidak ada aktifitas kerja yang dilakukan (menganggur atau idle).
- Menetapkan ‘performance level’ dari seseorang selama waktu kerjanya berdasarkan waktu-waktu dimana operator ini bekerja atau tidak bekerja terutama sekali untuk pekerjaan-pekerjaan manual.
- Menetapkan waktu baku untuk suatu proses atau operasi kerja seperti halnya yang bisa dilaksanakan oleh pengukuran kerja lainnya.
2.2 Manfaat Sampling Pekerjaan
Sampling pekerjaan memiliki beberapa manfaat yang baik dalam penerapannya pada bidang pengukuran kerja yang dilaksanakan pada dunia manufaktur. Manfaat tersebut tentunya sangat berguna bagi produktifitas para pekerja dibidangnya masing-masing. Manfaat tersbut diantaranya adalah sebagai berikut (Sutalaksana, 2006):
- Bermanfaat untuk mengetahui distribusi pemakiaan waktu sepanjang waktu kerja yang dipakai oleh pekerja.
- Bermanfaat untuk mengetahui pemanfaatan kerja mesin dan alat-alat pabrik agar lebih efektif.
- Bermanfaat untuk mengetahui waktu baku yang dibutuhkan bagi para pekerja tidak langsung.
- Bermanfaat untuk mendapatkan waktu kelonggaran bagi satu aktifitas pekerjaan
2.3 Tahapan yang Dilakukan Sebelum Pengukuran
Proses pengukuran yang baik dapat ditentukan berdasarkan tahapan-tahapan sebelum melakukan pengukuran. Tahapan tersebut tentunya memiliki prosedur yang tidak boleh dilewatkan tetapi harus melalui tahap demi tahap guna mendukung keakuratan dari hasil pengukuran. Tahapan yang perlu dilakukan adalah sebagai berikut (Sutalaksana, 2006):
- Menetapkan tujuan pengukuran, yaitu yaitu untuk apa sampling pekerjaan dilakukan yang akan menentukan besarnya tingkat ketelitian dan keyakinan.
- Melakukan penelitian pendahuluan untuk mengetahui ada tidaknya sistem kerja harus dilakukan dahulu.
- Melakukan pemilihan operator, poses ini dilakukan dengan tujuan apakah operator tersebut memiliki kelainan penyakit seperti tidak mampu dalam membaca alat ukur dan sebagainya.
- Mengadakan latihan bagi operator yang dipilih agar bisa dan terbiasa dengan sistem kerja yang dilakukan.
- Melakukan pemisahan terhadap jenis pekerjaan yang ingin diamati.
- Menyiapkan peralatan yang diperlukan berupa papan pengamatan, lembaran-lembaran pengamatan, pena atau pensil.
2.4 Perbandingan Sampling Pekerjaan dengan Stopwatch Time Study
Sampling pekerjaan memiliki beberapa perbedaan dengan stopwatch time study meskipun kedua pengukuran tersebut merupakan jenis pengkuran secara langsung. Perbedaan tersebut dapat dilihat berikut ini (Wignjosoebroto, 1992):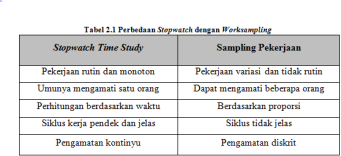
2.5. Melakukan Sampling Pekerjaan
Proses yang dilakukan dalam sampling pekerjaan tidak berbeda jauh dengan yang dilakukan deangan jam henti. Proses tersebut terdiri dari menetukan sampel pengamatan, melakukan pengamatan, melakukan uji keseragaman data, melakukan uji ketelitian data dan menentukan waktu baku guna mendapatkan persentase kerja yang produktif (Wignjosoebroto, 1992).
2.5.1 Menentukan Sampel Pengamatan
Menentukan sempel pengamatan merupakan hal terpenting yang dilakukan sebelum melakukan sebuah pengamatan yang diakhiri dengan perolehan data yang akurat. Menentukan sempel pengamatan sekaligus dapat membantu kelengkapan dari data yang akan diperoleh (Wignjosoebroto, 1992).
2.5.2 Melakukan Uji Keseragaman Data
Tahap selanjutnya setelah memperoleh data adalah mengolah data-data tersebut adalah melakukan uji keseragaman data. Uji keseragaman data memiliki dua penilaian yang berbeda yaitu dengan cara menetukan nilai batas atas dan batas bawahnya, dimana hasil tersebut dapat dilihat dari perbandingan rumus dibawah ini(Wignjosoebroto, 1992):
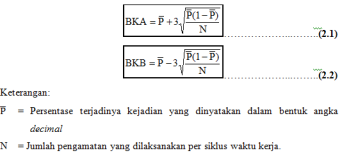

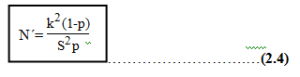
Menghitung jumlah pengamatan yang diperlukan, dengan cara menetukan tingkat ketelitian dan tingkat keyakinan. Jumlah pengamatan yang diperlukan untuk tingkat ketelitian 5% dan tingkat keyakinan 95% diketahui melalui rumus:
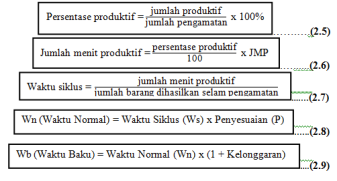
2.5.3 Menentukan Waktu Baku
Waktu baku adalah waktu yang diperlukan oleh seorang operator dalam kondisi kerja terbaik. Waktu baku dari suatu pengamatan yang telah diperoleh dari sebuah perhitungan yang telah dilakukan sebelumnya. Panjang satuan waktu tidak terlalu pendek dan juga tidak terlalu panjang bertujuan untuk kemungkinan mendapatkan dua atau lebih kunjungan berturut-turut setiap satu menit sekali tentunya menyulitkan. Kelebihannya adalah mudah pula dimengerti, yang akan menyebabkan jumlah kunjungan per hari terbatas yang berarti akan menjadikan masa pengamatan sampling pekerjaan lebih lama (Sutalaksana, 2006).
2.5.4 Menentukan Kelonggaran
Kelonggaran merupakan bentuk toleransi yang diterapkan pada suatu jenis pekerjaan. Kelonggaran dapat ditentukan dari tiga hal yaitu kelonggaran yang disebabkan rasa fatigue, kebutuhan priabadi, dan kebutuhan tak terhindarkan.Kelonggaran yang tidak selalu tampak sebagai kegiatan yang berdiri sendiri. Kedua adalah bahwa operator yang diukur harus seorang yang melakukan banyaknya kelonggaran yang tidak wajar seperti kegiatan bercakap-cakap terlampau banyak dan kelonggran yang tidak dapt terhindarkan seperti kondisi pekerja yang berada dalam kondisi yang tidak sehat.
Penilaian terhadap kelonggaran dari pekerja dapat ditentukan berdsarkan dua buah pendekatan secara matematis yang dapat mengukur seberapa besar produktifitas dari seorang pekerja yaitu cara Schumard dan Westinghouse (Sutalaksana, 2006).
Westinghouse memberikan patokan penilaian penyesuaian berdasarkan faktor-faktor, kelas-kelas, dan diberi lambang untuk setiap nilai penyesuaian. Pengukur diberi patokan untuk menilai performance kerja operator menurut faktor-faktor ketrampilan, usaha, kondisi kerja, dan konsistensi. Sedangkan kelas-kelas seperti Superskill, Exellent, Good, Average, Fair, Poor, dan Excessive. Seorang yang dipandang bekerja good diberi nilai +0,06 dengan faktor penyesuaian berdasarkan keterampilan (Sutalaksana, 2006).
Sumber:
Sutalaksana, Iftikar Z. 2006. Teknik Perancangan Sistem Kerja. Bandung: ITB.
Wignjosoebroto, Sritomo. 1992. Teknik Tata Cara dan Pengukuran Kerja. Surabaya: Guna Widya.
Purnomo, Hari. 2004. Pengantar Teknik Industri. Yogyakarta: Graha Ilmu.